
A few months back on my Road to Rampage, I made a little pit stop to check in with the kind folks at ENVE, who were hospitable enough to let me roam their halls for a few hours with a camera in hand. At this point, ENVE has been in their Ogden Utah headquarters for 5 years and employee roughly 200 folks. In a tour of their amazing facility Jake Pantone, VP of Product & Brand, was kind enough to answer all of my questions while I walked around with my jaw in the floor.

My journey through ENVE began where the life of a rim starts and ended where it could potentially end – at least metaphorically speaking, anyway – in a test lab. The first stop was the machine shop where the bulk of what goes down is the manufacture of jig parts for the molds that the rims are formed in. This process was surprisingly complex…
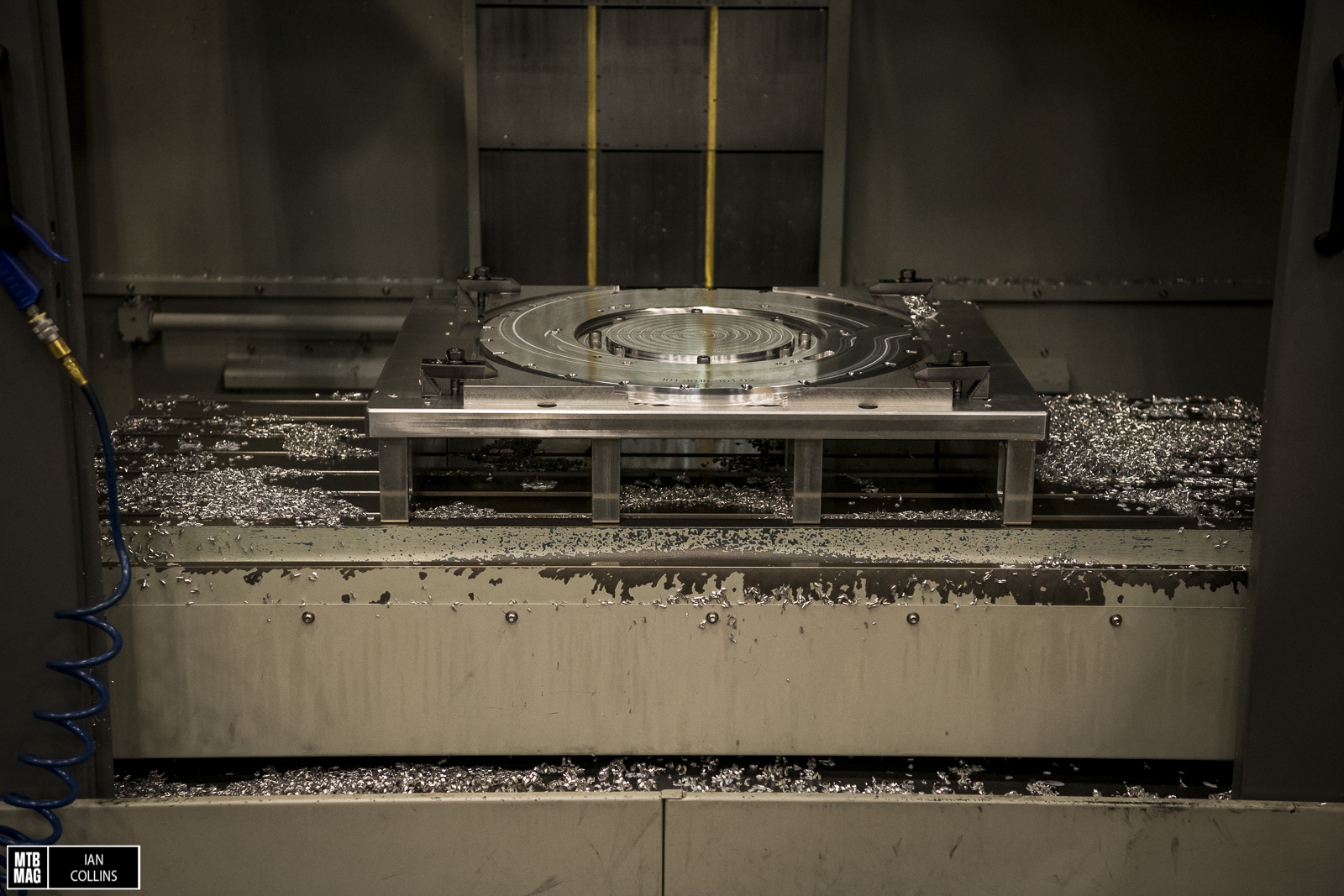
A great deal of ENVE’s trade secrets lie in this room and thus, they asked me to be respectful and not show any photos that were too revealing of their process. This photo was A-OK with them, but it gives you some appreciation for just how arduous and complex this process is.
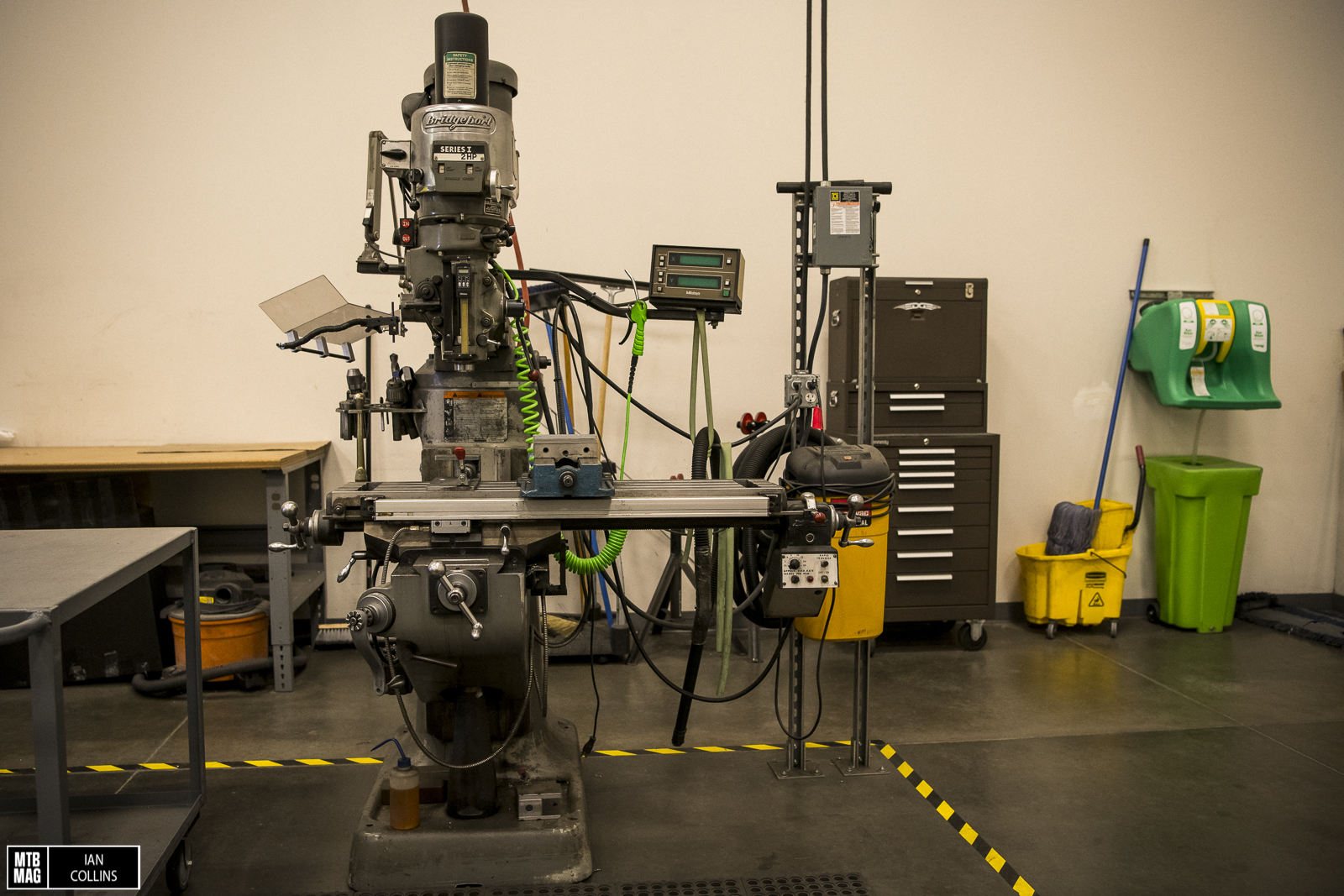
I personally think of ENVE as an ultra high end company where nothing but the latest and greatest will do, so I found it heartening to see that often means older machines are still best suited for the job.
Timeless…

Mixed with precision.
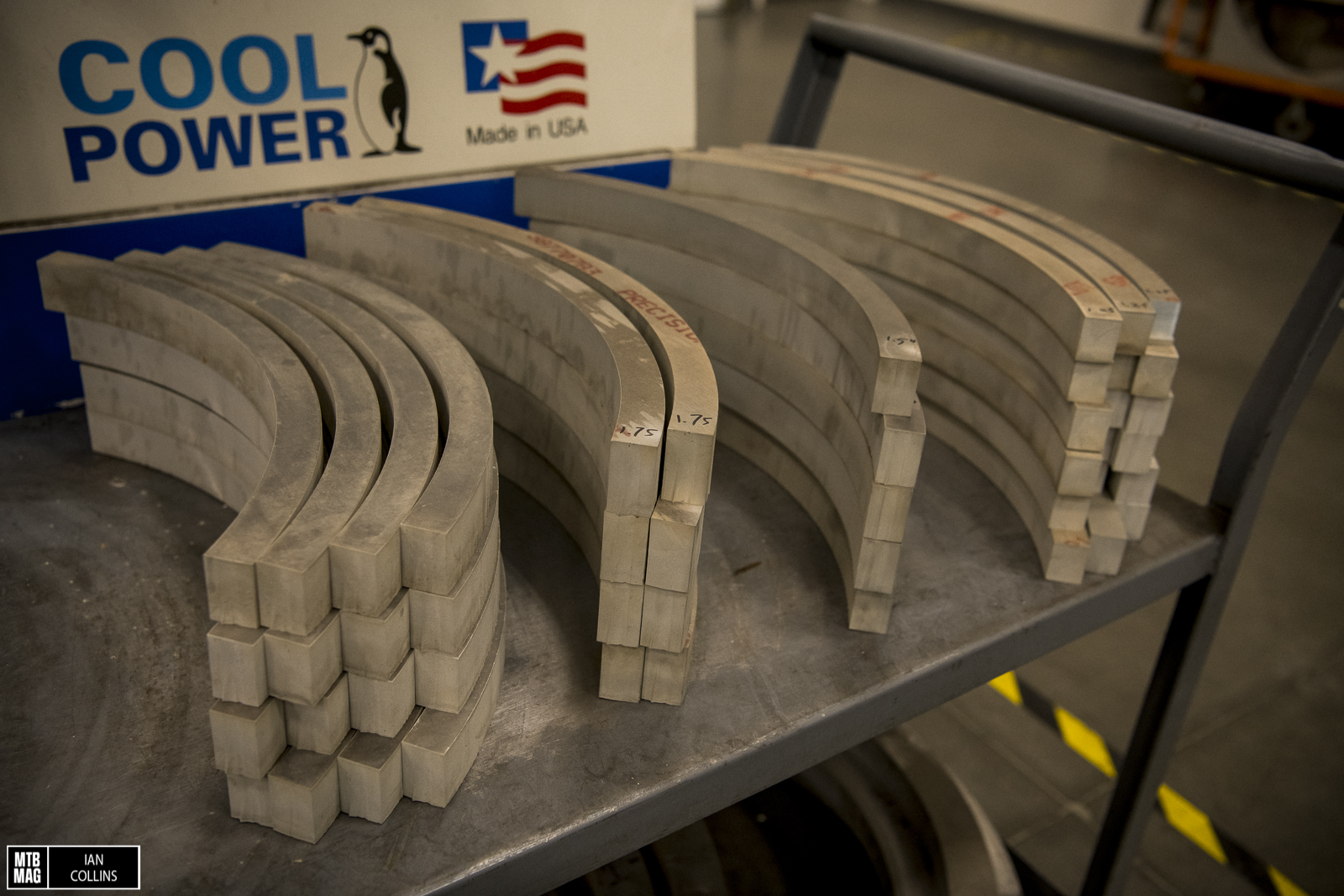
Raw aluminum stock ready for the next step.

Large aluminum blocks ready to be milled down and shaped as mold cavities.

The molds themselves are proprietary and weren’t to be photographed. However, I found the hardware and tooling for the jig and securing the mold parts to be quite interesting…

ENVE recycles all of their scrap/waste metal for future use.

Up next, Jake took me to the fridge…

Most may not know this – I didn’t – but unidirectional carbon fiber is shipped in rolls and needs to be refrigerated. From the time it leaves the factory that it is manufactured in until the time in reaches ENVE it’s stored in a climate controlled environment, whether by ship or by truck.

Many of the UD rolls were quite a bit larger than I’d expected them to be.
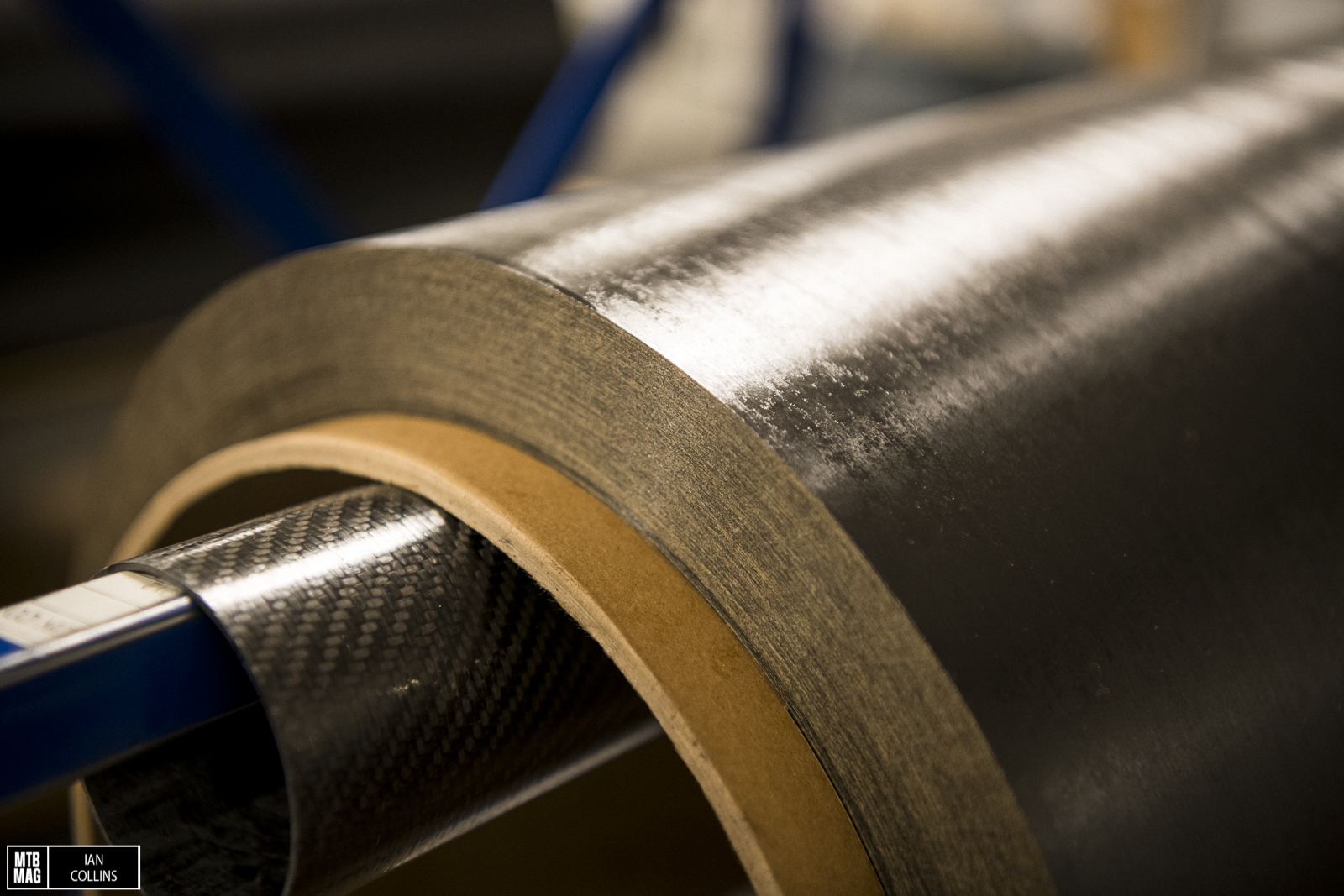
Behold, a massive roll of unidirectional carbon fiber…

While my entire tour was extremely fascinating, this aspect was perhaps the most eye opening. In this room, the groundwork is laid for the composition of each rim.

Every unique part is comprised of trays with layers and layers of individual numbered parts, which are then cut and aligned for the next phase.

Before going into the trays for assembly, the relevant parts are laid out, plotted and cut on massive plotting tables.

A closer look at each tray…

Instructions are included 😉

“NDS Chainstay”. The above bag is likely a complete non-drive side chain stay that measures at 143.52mm for a custom ENVE road bike – more on that in a bit…

Since trade secrets are everything in this process, I wasn’t allowed to share much information or imagery on the process of having the individual sections of carbon laid out and arranged in their molds. I was however taken for a tour in the area where the rims are finished. In this area the layups are sandwiched between two sections of molding, heated – so that their epoxy becomes pliable – then cooled.

Pressure and temperatures are finessed under a watchful eye to achieve the desired result.

Upon exiting the mold, the rims look somewhat rough around the edges…

No hyperbole detected – above you can see excess bits of epoxy at the top of the rim’s bead wall.

And therefore they need to be finished. A belt sander smooths out imperfections and grinds down the excess epoxy/resin.

Time to get drilled!

An interesting detour that I got to take at ENVE was to have a look at their custom road bike project. You can quite literally order a frame from them made to spec. Understandably it will cost you a pretty penny, but you will get exactly what you want.

The groundwork for an integrated bar/stem…

And the final product! Drool…

Chris King has come through to partner for streamlining custom headsets and their relevant fitments into the mix.

Finishing touches…

A quick pass through quality control reveals a painstaking effort to cross every t and dot every i. At each juncture in this station, employees are looking over each part individually to make sure the pass inspection.

This is where the final products are stored. Whether it’s a complete wheelset or standalone rims, ENVE’s organization of their final products was very impressive.

Standalone rims sealed, tagged and stored in their final form, ready for dispatch.

Come to think of it, I am very curious how you get a rim down from the 7th shelf, and I’m not sure why I never though to ask.

Toward the end, we took a quick pass through the wheel building area. ENVE sells complete wheelsets and every set is gone over individually and painstakingly.
The last stop…ENVE’s Test Lab. This is where each and every product is pushed to absolute failure. Although it’s hard to see high end products destroyed by machines, it is comforting to see the testing that takes place on them.
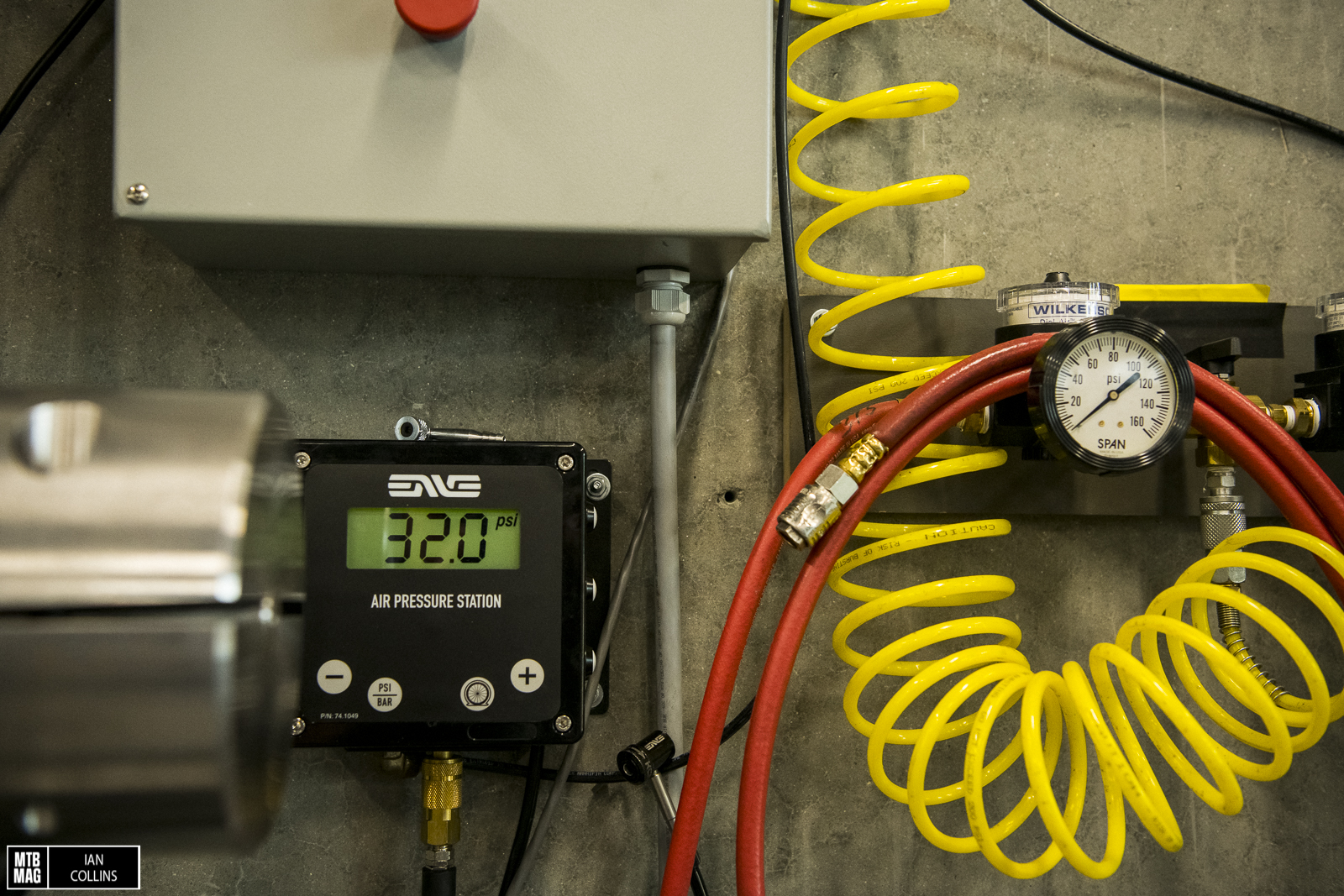
The lab techs set up a very dialed system for keeping tire pressures consistent and accurate.

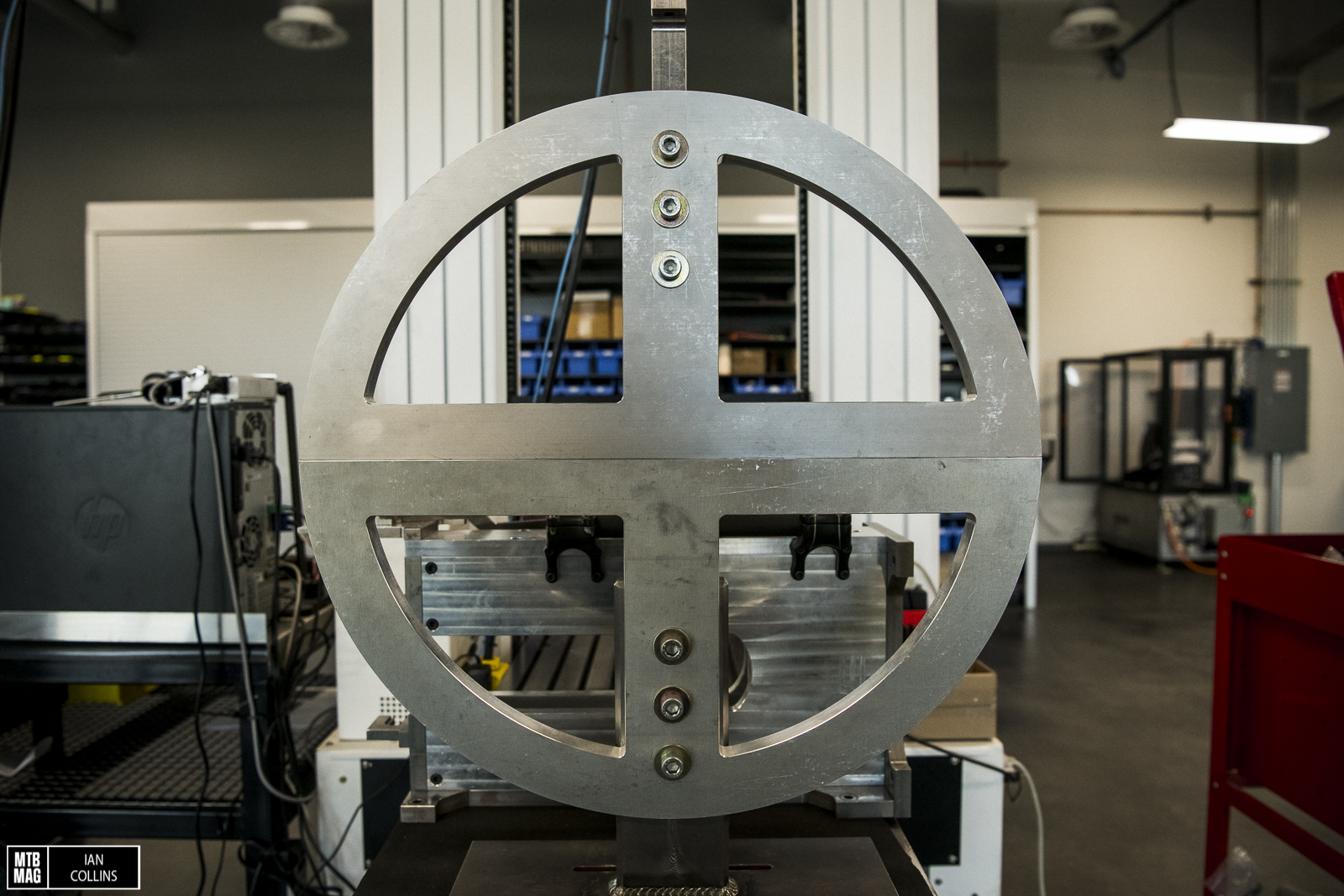
This is a wheel fatigue test fixture. Wheels run on this machine for a specified number of kilometers in order to be qualified for production and deemed reliable for a long life in the field.
This test fixture is used to measure tires. All tires have a certain variance from whatever the called for spec happens to be. Specifically, this tool measures bead diameters and stiffnesses so ENVE can more accurately gauge where a particular tire stands on the +/- end of tolerances.

The machine pictured above allows ENVE to perform impact testing to their rims at various angles and with a range of weights….

Post impact testing, a rim taken to its obvious point of failure.

This cross section specifically had undergone testing to its spoke holes – specifically in the reinforcement approach – an area to which ENVE dedicates a great deal of time and resources.

A great many cross sections of rims that have been tested and brought to their max, stored and cataloged for analysis.

That’s all! Thanks for tuning in….










